
作者: http://www.szjllaser.com发表时间:2018-08-17 11:34:07浏览量:4550【小中大】
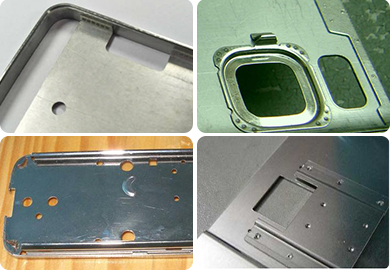
当今的汽车加工领域,激光焊接是必不可少的一项工艺。激光焊接属于熔融焊接,以激光束为能量源,冲击在焊件接头上。激光焊接属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。与电子束焊接相比,它的穿透力略弱,但激光焊能进行精确的能量控制,因而可以实现精密微型器件的焊接,且它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。

根据加热温度的不同,激光 钎焊分为软钎焊和硬钎焊:
钎料液相线温度低于450℃的称为软钎焊。主要用于印刷电路板电子元器件的连接。采用激光辐射加热集成电路引线,通过钎剂或预置钎料向基板传递热量。当温度达到钎焊温度时,钎剂和钎料融化,基板和引线润湿形成连接。激光软钎焊集成电路多采用YAG激光器。
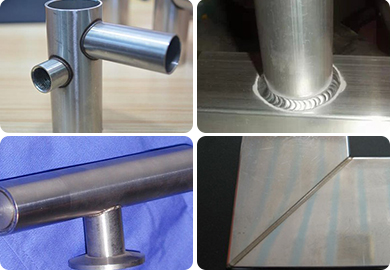
钎料液相线温度高于450℃的称为硬钎焊,主要用于结构钢和镀锌钢板的连接等。激光硬钎焊在有色金属的连接上也有优势。大多数有色金属对激光的反射率较高,材料的热导率较高,激光熔化焊需要较高的功率。激光硬钎焊银、铜、镍、金、铝等有色金属有良好的效果,钎缝组织细小,接头性能良好。
在激光钎焊工艺中,整个焊接系统的速度很快,而且焊缝比较狭窄,对外观也有很高的要求,焊接系统对焊接参数要求精确,同时对送丝速度,平稳性方面的要求也很高。钎料的选择也很重要。节约成本当然不用讲,还要符合设计要求,结合母材的性能,达到激光钎焊的加热条件。这就要求所选用的钎料要有合适的熔点,成分要均匀,稳定性好,与母材结合的要牢固。
激光钎焊的优点:
1. 进行激光钎焊的母体材料本身并不熔化,仅仅是使钎料熔化。这样的好处就是生产工件的外形比较美观,密封性也很好,安全性也不错。
2. 局部加热,不易产生热损伤,热影响较小
3. 加工过程钎料无飞溅,焊缝质量高,操作工程不需要经常更换焊炬和喷嘴,节约加工成本。
4. 激光热源能量密度大,对于热输入可以控制和调节,焊接效率高,容易实现自动化。
激光钎焊的缺点:
1.虽然理论上激光钎焊很好,但在实际生产中,工件间的焊缝质量缺陷依然会出现。
2.激光钎焊容易出现气孔。例如母材表面不够清洁,钎焊丝雨激光束交点相对位置发生改变的时候,焊缝表面都容易出现气孔
3.有时会出现熔焊型焊缝和焊缝单边焊,或者是钎料没有填满焊缝或钎料伸出焊缝表面,以及容易出现熔焊与钎焊共存的现象。不过这几个缺陷其实不能算激光钎焊的缺点,它们都只是技术性问题。
4.整套激光设备非常昂贵,如果投资到销量非常好的车型上去成本分摊到每辆车还不算太贵,但如果销量不好,单车成本就太高了。
激光钎焊的主要工艺参数有以下几点:
1.激光功率。CO2激光器和YAG激光器都可以用于激光钎焊,钎焊时他们各自的特点与激光熔化焊相同。
2.光斑直径。激光钎焊通常采用散焦光斑,光斑大小取决于钎缝宽度。
3.钎焊速度。根据实际钎焊的要求确定,取决于激光功率,激光功率越大,钎焊速度越快。
4.送丝速度。送丝速度大小主要考虑钎缝填充和良好成形,送丝速度与钎焊速度应匹配,提高钎焊速度的同时应提高送丝速度。

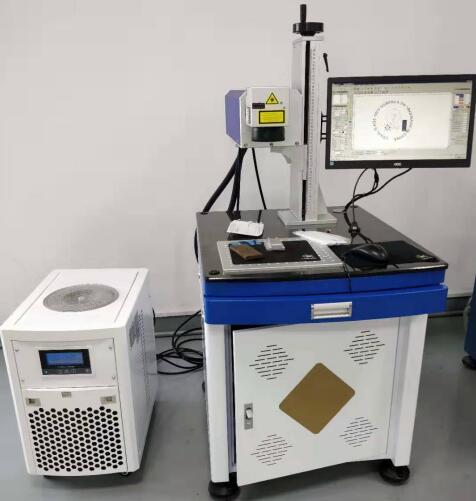
 激光打标机
激光打标机 激光焊接机
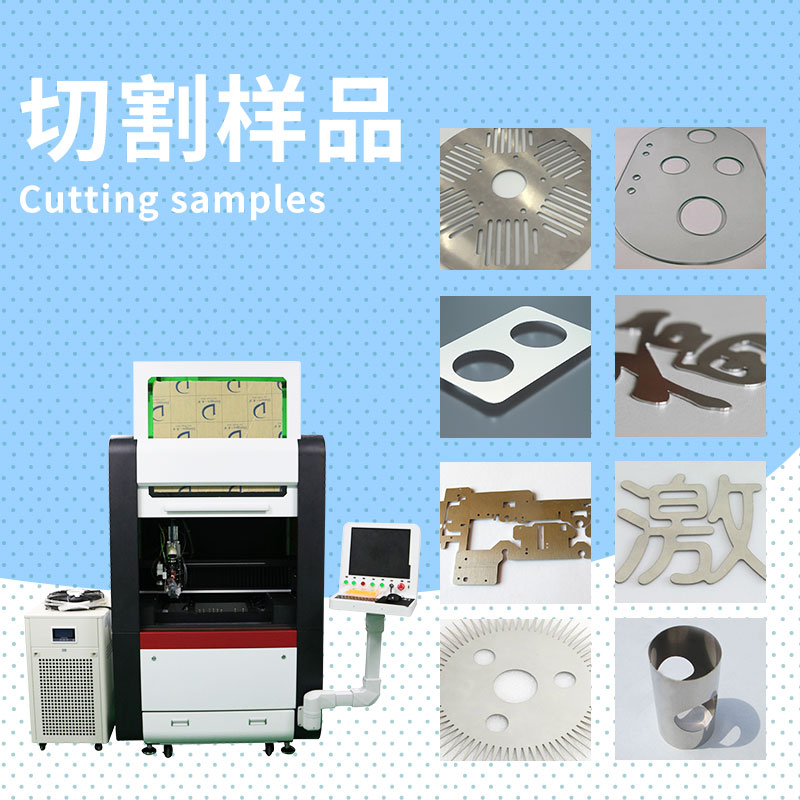
激光焊接机 激光切割机
激光切割机









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639