铝合金激光焊接特性及难点分析
作者: 发表时间:2018-09-01 17:21:52浏览量:2926【小中大】
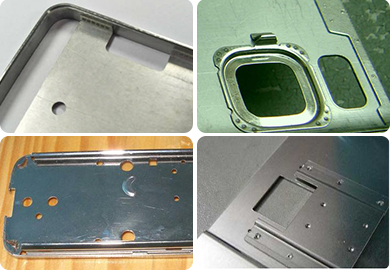
激光焊接与传统焊接相比具有热输入量及热影响小、深宽比大、焊接过程自动化等优点。铝合金质量轻、韧性好,屈强比高、加工成形容易,广泛用于容器、机械、电力、化工、航空、航天等焊接结构的产品上,采用铝合金代替钢板材料焊接,可大大减小结构质量。铝是较为活泼的金属,电离能低、导热性很高,表面极易形成难熔的Al2O3膜,在焊缝中容易形成...
激光焊接与传统焊接相比具有热输入量及热影响小、深宽比大、焊接过程自动化等优点。铝合金质量轻、韧性好,屈强比高、加工成形容易,广泛用于容器、机械、电力、化工、航空、航天等焊接结构的产品上,采用铝合金代替钢板材料焊接,可大大减小结构质量。铝是较为活泼的金属,电离能低、导热性很高,表面极易形成难熔的Al2O3膜,在焊缝中容易形成未熔合、气孔、夹杂、热裂纹等缺陷,降低焊接接头的力学性能。与钨极氩弧焊或熔化极氩弧焊相比,激光焊接焊缝窄、热影响区小,搭接接缝减少,焊接过程精密可控,可以实现自动化。目前,激光焊接主要用于薄壁电子元器件、结构件、航天件等,研究万瓦级的光纤激光器用于大厚板深熔焊接是未来发展趋势。
1 铝合金分类和焊接性
铝及铝合金可分为1000系(工业纯铝)、2000系(Al-Cu 系)、3000系(Al-Mn 系)、4000系(Al-Si)、5000系(Al-Mg)、6000系(Al-Mg-Si)和7000系(Al-Zn-Mg-Cu)。按工艺特点铝合金又可分为变形铝合金和铸造铝合金,其中变形铝合金分为两类:非热处理强化铝合金和热处理强化铝合金。
不同铝合金焊接性能各异,比如非热处理强化的铝及铝合金1000系列、3000系列和5000系列具有良好的焊接性4000系合金的裂纹敏感性极低,对于5000系合金,当ω(Mg)=2%时合金产生裂纹,随着镁含量升高,焊接性能有所改善,但延展性、耐蚀性变差。2000系、6000系和7000系合金的热裂倾向较大,焊缝成形不良,焊后时效硬度显著降低。
综上所述,对于铝合金焊接需采用合适的工艺措施,正确选择焊接方法和填充材料,以获得性能良好的焊接接头。焊接前可对材料进行表面处理,使用有机溶剂去除油污 灰尘,随后再在 NaOH 溶液中浸洗,用流动水将表面碱液冲洗干净后再进行光化处理,处理过的焊件在 24 h 内进行焊接工艺实验。
2 铝合金激光焊接中存在的主要问题
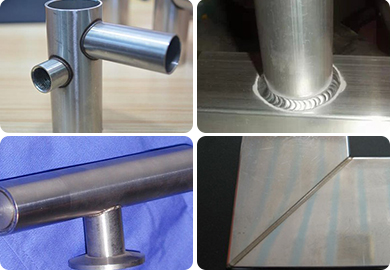
激光焊接是以激光作为高能密度光源,具有加热快和瞬时凝固的特点,深宽比高达到12:1但是由于铝合金具有高的反射率和良好的导热性以及等离子体的屏蔽作用,焊接时不可避免地出现一些缺陷问题,其中最主要的两个缺陷是气孔和热裂纹。由于铝合金对激光的反射很强,铝合金激光焊接首先遇到的问题就是如何有效地提高材料对激光的吸收。基于铝合金自身的一些特点,也使得激光焊接工艺更加复杂,亟待改进和完善。



 激光打标机
激光打标机 激光焊接机
激光焊接机 激光切割机
激光切割机









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639