
作者: 发表时间:2018-11-13 12:14:13浏览量:2153【小中大】
1.器件自动找平技术
通过传感器控制技术及电动弧摆机构,来实现光通讯器件的调节环(Z环)和适配器接触面贴合,即器件自动找平。通常要求两个面间隙控制在0.01~0.03mm之间。
依照耦合器件工作机理及封装工艺的要求,调节环(Z环)与适配器接触面必须贴平,才能满足器件使用要求。调节环(Z环)是夹持在上夹头上,上夹头只做上下移动,不能摆动,定为基准面,所以,如果要求调节环(Z环)与适配器接触面能有效贴平,就得让适配器能自动与调节环(Z环)接触面贴平。适配器夹持在下夹头上,下夹头安装在滑动块上面,可以顺畅滑动,通过上顶气缸顶起,当Z 轴向下运动,调节环(Z环)压紧适配器时,下夹头向下运动(Z 轴的力大于上顶气缸的力,上顶气缸气路安装有精密减压阀,可通过精密减压阀调整上顶力)。当滑动块上下移动时,高精度位移传感器检测到位移量的变化,与此同时,电动弧摆机构按照设定的运动轨迹摆动,当位移传感器检测到位移量最小且数值无变化时,调节环(Z环)与适配器贴平,以上就是器件自动找平机理。
2.器件自动耦合技术
我们在2.1中讲到器件找平原理,接下来按照工艺流程顺序,就要进行器件自动耦合找光,即找到目标光功率值,找到目标光功率值后通过激光自动焊接,完成器件的封装。
针对光通讯器件焊接的特殊工艺要求,我们采用三轴联动精确控制技术,按照规定的螺旋线耦合轨迹进行找光。由于找光精度极高,所以,我们采用进口超高精度运动元件,实现器件自动耦合找光,即通过XY轴和Z轴差补运动,走螺旋线轨迹来找到上下器件目标光功率值。
自动耦合控制技术有如下特点:
a.耦合采用高性能高精度运动元件,结合我们自主开发的先进控制软件耦合算法,达到很高的耦合效率;
b.找平和耦合过程实时显示分布曲线,目的是能直观地显示找平和耦合的过程,只有当标准的、完整的、光滑的正态分布曲线出现时,才说明找平或耦合达到预期的目标值;
c.单独操作各个轴的移动和调试,方便测得耦合参数;
d.友好的软件操作界面,自动时可根据不同器件的工艺编写不同的程序(F-Basic编程,简单易学),并可保存下来方便客户下次调用;
e.耦合参数设置简单方便,耦合方式可选(耦合方式包括X轴、Y轴、Z轴单独耦合,XY两轴同时耦合,XYZ三轴同时耦合),耦合过程自动完成;
f.焊接头自动调整,自动实现不同高度、不同直径器件的焊接;
g.CCD图像实时监控各个焊点,方便客户实时观察焊点的情况。
3.耦合算法技术
针对光通讯器件找光的精细要求,根据装置的运动机理,需研究一种运动轨迹,能快速地找到器件耦合的目标光功率值。为此,我们采用按螺旋线轨迹运动的算法,从规定的某点开始,XY轴作差补运动,走细分的螺旋线运动轨迹,从内到外以螺旋线运动的方式,直到找到目标光功率值。采用这种方法可以快速地、精确地找到耦合的目标光功率值。

 激光打标机
激光打标机 激光焊接机
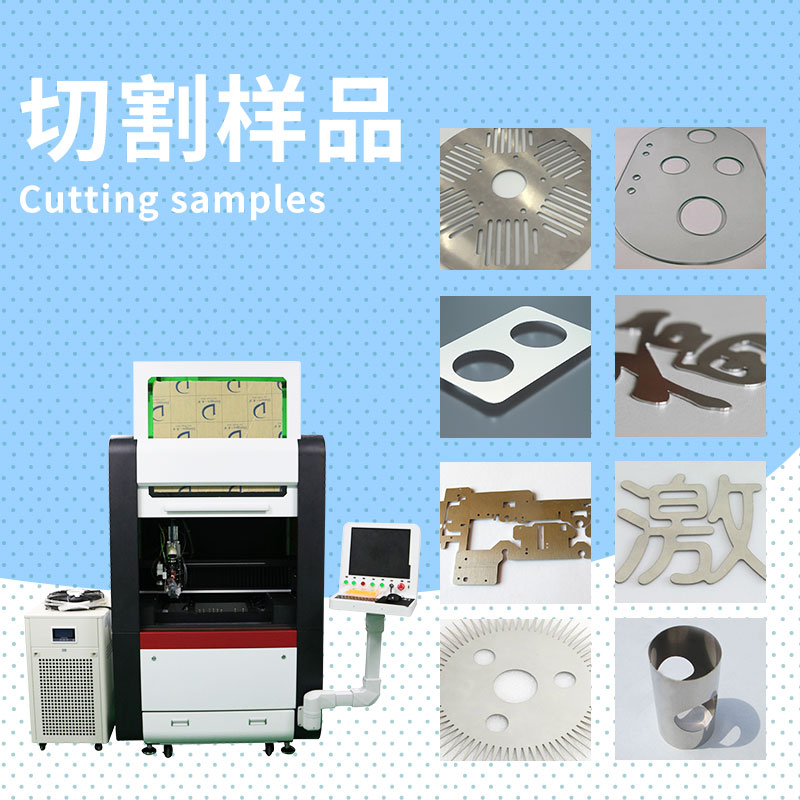
激光焊接机 激光切割机
激光切割机









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639