小幅面激光切割机的特点与常见问题
作者: www.szjllaser.com发表时间:2019-02-19 11:31:58浏览量:3152【小中大】
小幅面激光切割机、激光切割机
什么是小幅面激光切割机:
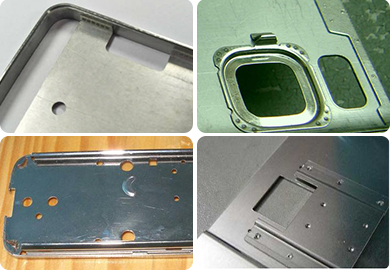
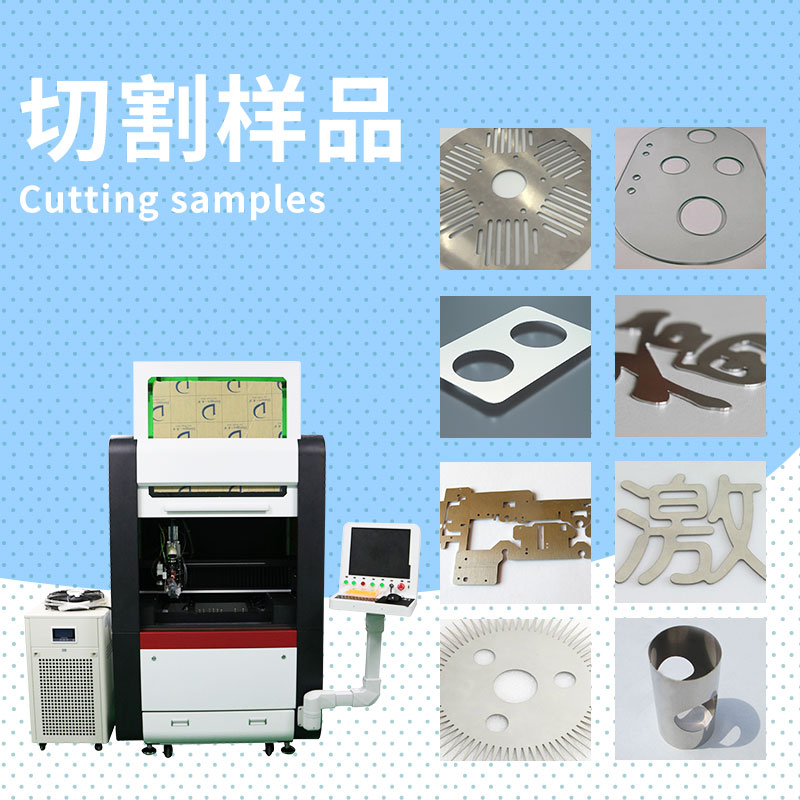
小幅面激光切割机是针对市场上,有小幅面切割需求的客户制作的。它比大幅面切割更加灵活方便,切割效率高。能在方钢、扁钢、相钢、钢材、不锈钢、铝、合金钢、银、金、钛等金属进行切割。由于设备高稳定性,在小幅切割行业里得到客户的认可。
小幅面激光切割机的特点:
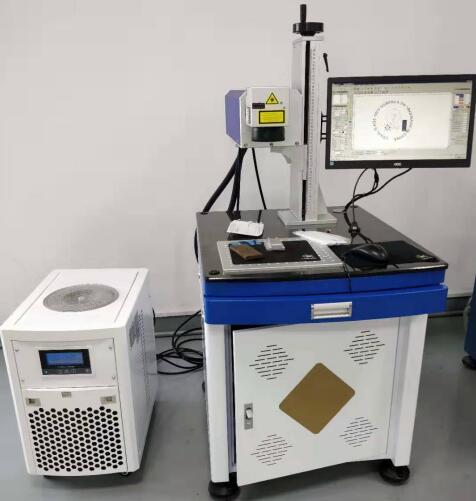
1、机器体积小?采用全封闭一体机设计?便于安装和操作使用。
2、采用固定龙门式的结构设计?激光器光路无衰减。
3、进口直线导轨?伺服驱动?精密滚珠丝杠传动方式?使整机的机械运动性能达到最优。
4、采用小幅面设计?擅长一些小规格的金属材料的精密切割。
5、激光器采用波长为1064nm的最适合加工金属材料的ND:YAG固体激光器。
6、运动部分采用二维工作台结构?便于加工件的放置?工作台采用精密电控平移台?有效保证切割精度。
7、配备先进的自动对焦系统?消除了加工板平整度不够对切割效果的影响?保证工件切割质量?无需后续处理。 小幅面激光切割机的常见问题:
1.切开加工小孔变形状况的剖析
这是由于机床在加工小孔时不是采纳爆炸穿孔的方法,而是用脉冲穿孔的方法,这使得激光能量在一个很小的区域过于会集,将非加工区域也烧焦,形成孔的变形,影响加工质量。这时咱们应在加工程序中将脉冲穿孔方法改为爆炸穿孔方法,加以解决。而关于较小功率的激光切开机则恰好相反,在小孔加工时应采纳脉冲穿孔的方法才干获得较好的表面光洁度。
2.激光切开加工不锈钢和敷铝锌板时,工件有毛刺发生的剖析
以上状况的呈现,首要思考切开低碳钢时呈现毛刺的要素,但不行简略地加速切开速度,由于添加速度有时会呈现板材切开不穿的状况,此种状况在加工敷铝锌板时尤为杰出。这时应归纳思考机床的其他要素加以解决,如喷嘴是不是要替换,导轨运动不稳定等。
3.切开低碳钢时呈现非正常火花的解决办法
这种状况会影响零件的切开断面光洁度加工质量。此刻在其他参数都正常的状况下,应思考以下状况:激光头喷嘴NOZZEL的损耗,应及时替换喷嘴。在无新喷嘴替换的状况下,应加大切开作业气体压力;喷嘴与激光头衔接处螺纹松动。此刻应立即暂停切开,查看激光头衔接状况,从头上好螺纹。
4.切开穿孔技能
任何一种热切开技能,除少数状况能够从板边际开端外,通常都必须在板上穿一个小孔。之前在激光冲压复合机上是用冲头先冲出一个孔,然后再用激光从小孔处开端进行切开。关于没有冲压设备的激光切开机有两种穿孔的根本办法:
脉冲穿孔——选用高峰值功率的脉冲激光使少数资料熔化或汽化,常用空气或氮气作为辅佐气体,以削减因放热氧化使孔拓展,气体压力较切开时的氧气压力小。每个脉冲激光只发生小的微粒喷发,逐渐深化,因而厚板穿孔时刻需求几秒钟。一旦穿孔完结,立行将辅佐气体换成氧气进行切开。这样穿孔直径较小,其穿孔质量优于爆炸穿孔。为此所运用的激光器不但应具有较高的输出功率;更重要的是光束的时刻和空间特性,此外脉冲穿孔还须要有较牢靠的气路操控系统,以完成气体品种、气体压力的切换及穿孔时刻的操控。
爆炸穿孔——资料经接连激光的照耀后在中间构成一个凹坑,然后由与激光束同轴的氧流很快将熔融资料去掉构成一个孔。通常孔的巨细与板厚有关,爆炸穿孔均匀直径为板厚的一半,因而对较厚的板爆炸穿孔孔径较大,且不圆,不宜在加工精度需求较高的零件上运用,只能用于废料上。此外由于穿孔所用的氧气压力与切开时一样,飞溅较大。
5.激光切开低碳钢时,工件呈现毛刺的解决办法
依据激光切开的作业和规划原理,剖析得出以下几点原因是形成加工件发生毛刺的首要原因:激光焦点的上下方位不正确,需求做焦点方位测验,依据焦点的偏移量进行调整;激光的输出功率不行,需求查看激光发生器的作业是不是正常,若是正常,则调查激光操控按钮的输出数值是不是正确,加以调整;切开的线速度太慢,需求在操作操控时加大线速度;切开气体的纯度不行,需求供给高质量的切开作业气体;激光焦点偏移,需求做焦点方位测验,依据焦点的偏移量进行调整;机床运转时刻过长呈现的不稳定性,此刻需求关机从头启动。
小幅面激光切割机的常见问题:
1.切开加工小孔变形状况的剖析
这是由于机床在加工小孔时不是采纳爆炸穿孔的方法,而是用脉冲穿孔的方法,这使得激光能量在一个很小的区域过于会集,将非加工区域也烧焦,形成孔的变形,影响加工质量。这时咱们应在加工程序中将脉冲穿孔方法改为爆炸穿孔方法,加以解决。而关于较小功率的激光切开机则恰好相反,在小孔加工时应采纳脉冲穿孔的方法才干获得较好的表面光洁度。
2.激光切开加工不锈钢和敷铝锌板时,工件有毛刺发生的剖析
以上状况的呈现,首要思考切开低碳钢时呈现毛刺的要素,但不行简略地加速切开速度,由于添加速度有时会呈现板材切开不穿的状况,此种状况在加工敷铝锌板时尤为杰出。这时应归纳思考机床的其他要素加以解决,如喷嘴是不是要替换,导轨运动不稳定等。
3.切开低碳钢时呈现非正常火花的解决办法
这种状况会影响零件的切开断面光洁度加工质量。此刻在其他参数都正常的状况下,应思考以下状况:激光头喷嘴NOZZEL的损耗,应及时替换喷嘴。在无新喷嘴替换的状况下,应加大切开作业气体压力;喷嘴与激光头衔接处螺纹松动。此刻应立即暂停切开,查看激光头衔接状况,从头上好螺纹。
4.切开穿孔技能
任何一种热切开技能,除少数状况能够从板边际开端外,通常都必须在板上穿一个小孔。之前在激光冲压复合机上是用冲头先冲出一个孔,然后再用激光从小孔处开端进行切开。关于没有冲压设备的激光切开机有两种穿孔的根本办法:
脉冲穿孔——选用高峰值功率的脉冲激光使少数资料熔化或汽化,常用空气或氮气作为辅佐气体,以削减因放热氧化使孔拓展,气体压力较切开时的氧气压力小。每个脉冲激光只发生小的微粒喷发,逐渐深化,因而厚板穿孔时刻需求几秒钟。一旦穿孔完结,立行将辅佐气体换成氧气进行切开。这样穿孔直径较小,其穿孔质量优于爆炸穿孔。为此所运用的激光器不但应具有较高的输出功率;更重要的是光束的时刻和空间特性,此外脉冲穿孔还须要有较牢靠的气路操控系统,以完成气体品种、气体压力的切换及穿孔时刻的操控。
爆炸穿孔——资料经接连激光的照耀后在中间构成一个凹坑,然后由与激光束同轴的氧流很快将熔融资料去掉构成一个孔。通常孔的巨细与板厚有关,爆炸穿孔均匀直径为板厚的一半,因而对较厚的板爆炸穿孔孔径较大,且不圆,不宜在加工精度需求较高的零件上运用,只能用于废料上。此外由于穿孔所用的氧气压力与切开时一样,飞溅较大。
5.激光切开低碳钢时,工件呈现毛刺的解决办法
依据激光切开的作业和规划原理,剖析得出以下几点原因是形成加工件发生毛刺的首要原因:激光焦点的上下方位不正确,需求做焦点方位测验,依据焦点的偏移量进行调整;激光的输出功率不行,需求查看激光发生器的作业是不是正常,若是正常,则调查激光操控按钮的输出数值是不是正确,加以调整;切开的线速度太慢,需求在操作操控时加大线速度;切开气体的纯度不行,需求供给高质量的切开作业气体;激光焦点偏移,需求做焦点方位测验,依据焦点的偏移量进行调整;机床运转时刻过长呈现的不稳定性,此刻需求关机从头启动。


 激光打标机
激光打标机 激光焊接机
激光焊接机 激光切割机
激光切割机









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639