激光焊接机焊接‘钛’的选择
作者: 发表时间:2019-09-19 13:33:38浏览量:2553【小中大】
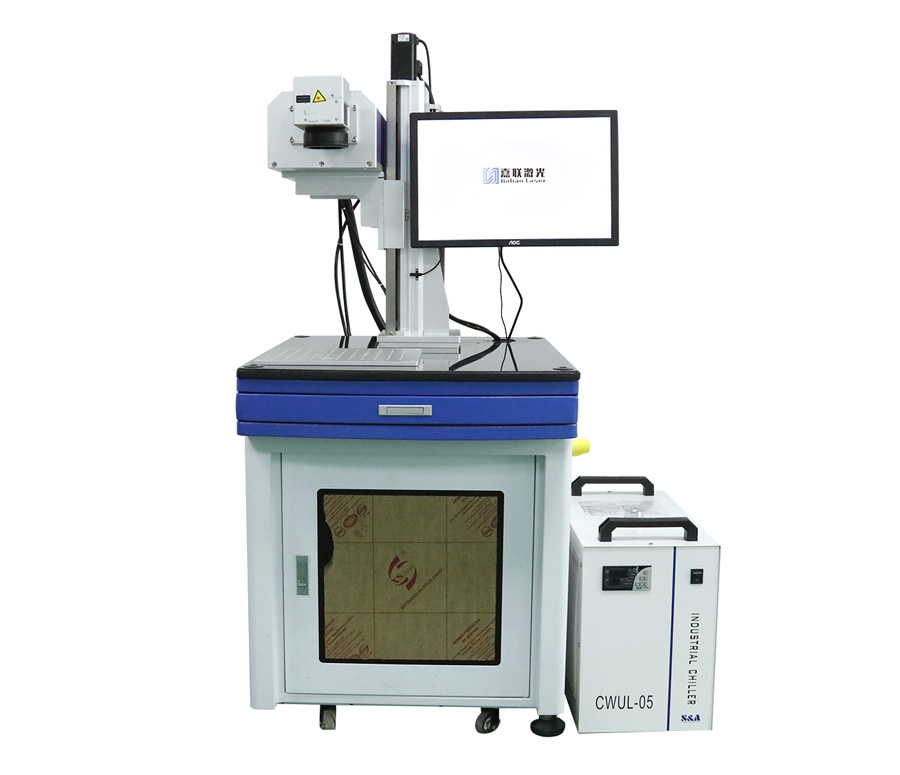
激光焊接机
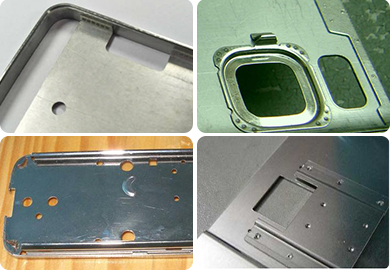
激光焊接机是焊接钛的最佳选择。
产品零件和气体盖板处理得当,整体过程的成本产生高质量的焊接。
一般,激光焊接熔深可达到0.325 钛,钛是一种轻金属,有非常好的耐腐蚀性和任何金属元素的最高强度 - 密度比,是各行业使用用的理想材料,从航空航天零件到人造关节再到植入式医疗设备。
钛具有两种性能,极大地影响其可焊性:
1,钛与氧气结合具有很强的化学亲和力;
2,钛与任何其他化学品结合不具有很大的亲和力;
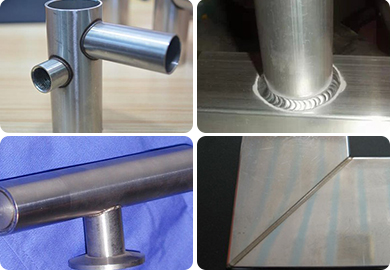
在钛焊接过程中,基本两种激光焊接,可脉冲和连续光束。
在焊接过程中以10-1000Hz之间的频率接通和断开脉冲激光束,使能量以一系列离散脉冲施加到连接区域。工件在梁下移动,其结果是重叠的离散焊缝,形成连续的焊缝。梁的脉冲特性确保流入焊缝周围区域的能量不会过多,从最大限度地降低了部件热变形的可能性。
在连续波激光焊接中,梁被施加稳定状态,并且在工件移动时移动穿过工件或保持静止。当前缘的钛熔化而后缘冷却时,产生钥匙孔型焊缝。为了避免零件的热变形,连续波激光器需要以每分钟25到100英寸的速度开展,对于安全和精确的手动激光焊接来说非常快。
钛可以用脉冲或连续焊接焊接,脉冲激光焊接对于需要最小热输入的浅焊缝是优选的;如果需要更大的穿透深度,连续激光焊接机更合适。



 激光打标机
激光打标机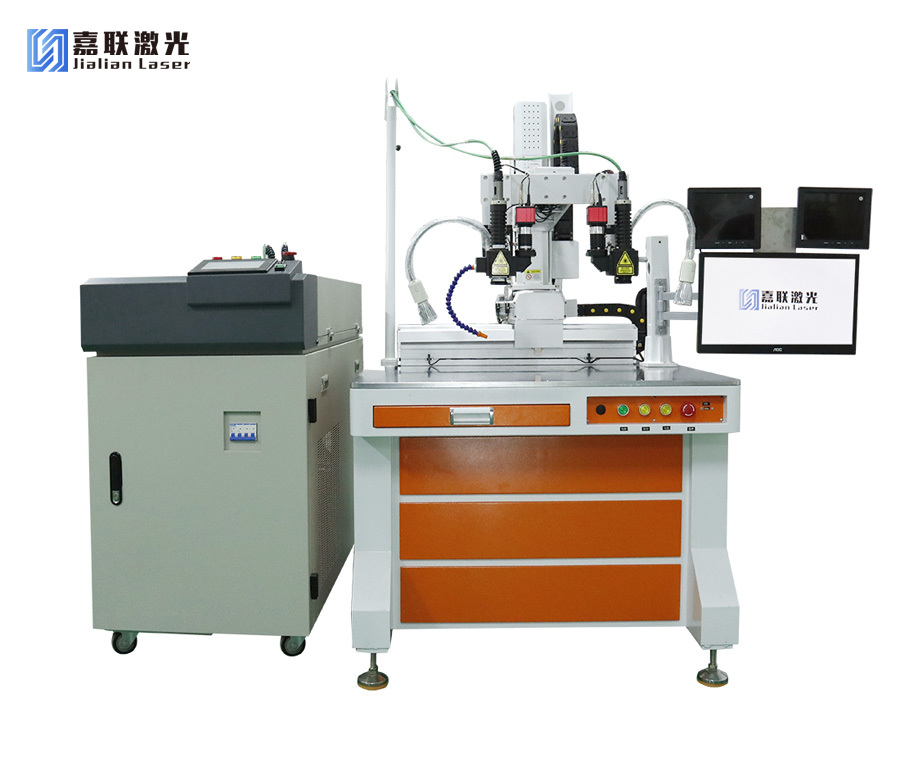 激光焊接机
激光焊接机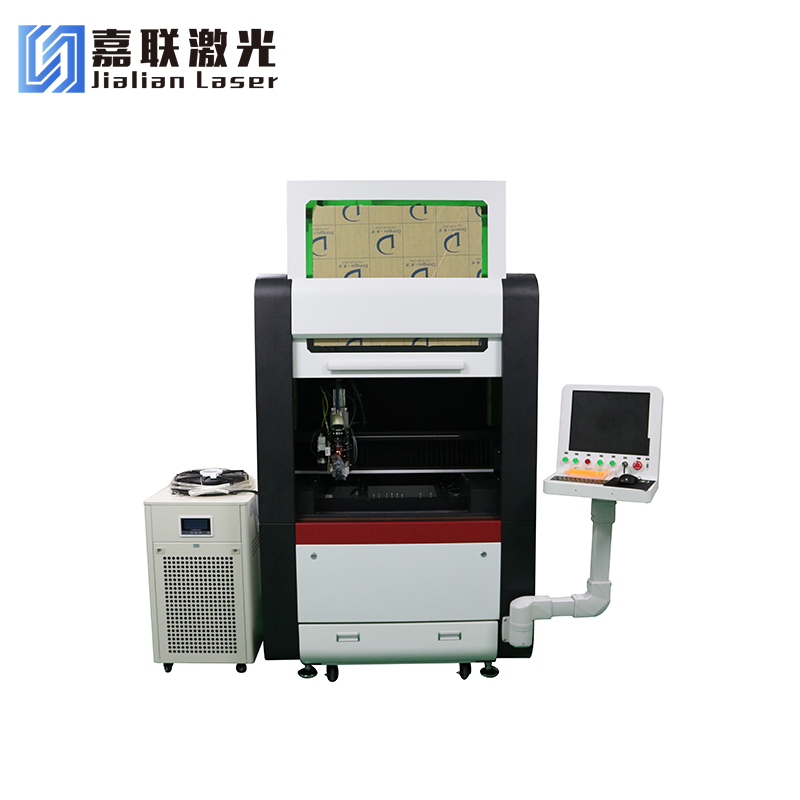 激光切割机
激光切割机









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639