
作者: 发表时间:2019-11-02 15:52:08浏览量:2409【小中大】
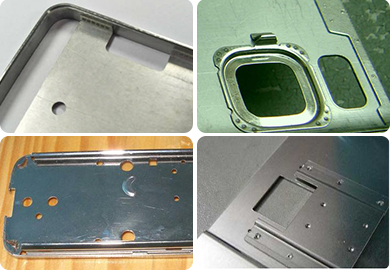
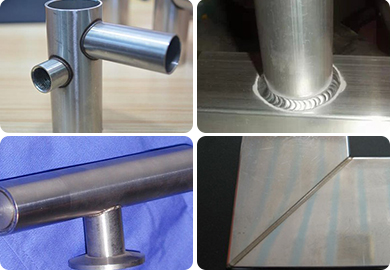
1,激光焊接机的激光脉冲波形,激光脉冲波形是激光焊接中的重要问题,尤其是针对薄板焊接,当激光束入射到材料表面时,金属表面被大量的激光能量反射,反射率将随表面温度而变化,在激光脉冲作用期间,金属反射率变化很大。
2,激光焊接机的激光脉冲宽度,脉冲宽度是脉冲激光焊接的重要参数,不同于材料去除和材料熔化,它也是决定加工设备成本和数量的关键参数。
3,激光焊接机功率密度,功率密度是激光加工中最关键的参数,有更高的功率密度,表面层可以在微秒时间范围内被加热到沸点,造成大量蒸发,所以高功率密度对于冲压,切割和雕刻的材料去除处理是有利的,对于较低的功率密度,表面温度达到沸点需要几毫秒,在表面层蒸发之前,底层达到熔点,这倾向于形成良好的熔焊。
4,激光焊接质量的散焦量一般需要与物品保持一定距离,激光焦点处中心的功率密度太高,容易蒸发成洞,在离开激光焦点的平面上,功率密度分布相对均匀;有两种散焦方式:正离焦点和负散焦。根据几何光学理论,当正负分离相等时,相应平面上的功率密度大致相同,但所得熔池的形状实际上是不同的。在负散焦的情况下,可以获得更大的穿透,这与熔池的形成有关。当负散焦时,材料的内部功率密度高于表面,并且易于形成更强的熔化和蒸发,使得光能传递到材料的更深部分。激光焊接机在使用过程中,穿透深度较大时,使用负散焦;焊接薄材料时,应使用正离焦。


 激光打标机
激光打标机 激光焊接机
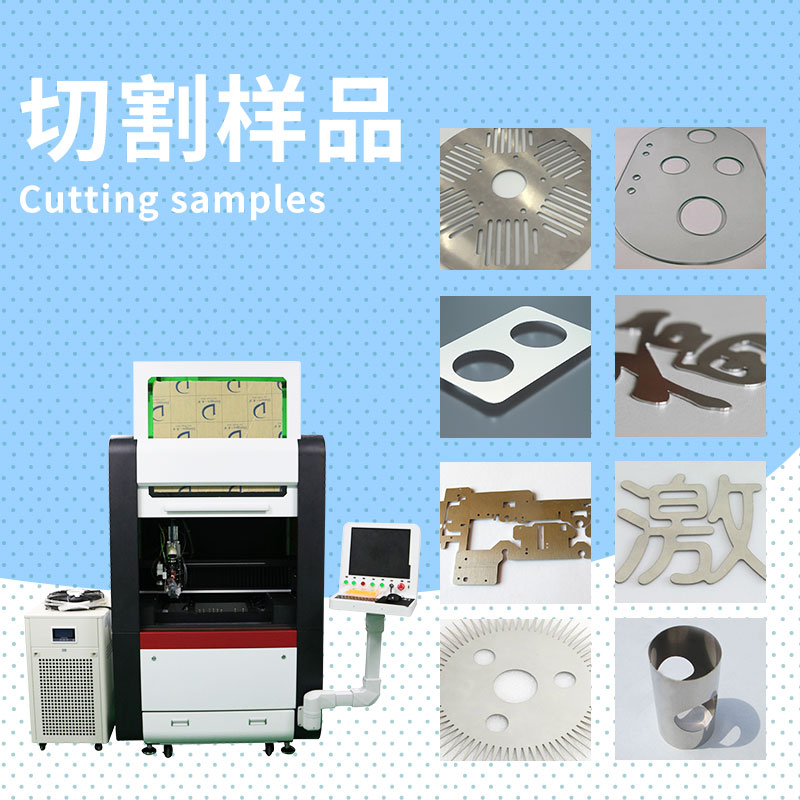
激光焊接机 激光切割机
激光切割机









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639