激光焊接动力电池的阻力
作者: 发表时间:2019-11-12 10:01:09浏览量:2353【小中大】
深圳市嘉联激光有限公司是一家致力于激光设备的研发、设计、生产、销售和服务为一体的高新技术企业。公司生产基地位于广东省深圳市龙岗区,旗下涵括激光设备机自动化非标设备生产和销售两大体系。
新能源汽车的普及,为动力电池制造业带来了新机遇,新能源汽车电池、电机、电控三大核心零部件中,动力电池在整车成本中所占比例最高,直接决定整车性能;生产设备的精度和自动化水平直接影响到电池的质量和生产效率。
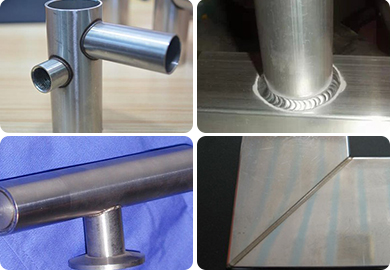
激光焊接机的出现有效解决了焊接难题,激光焊接技术是一种先进的加工技术,是动力电池生产的最佳选择。
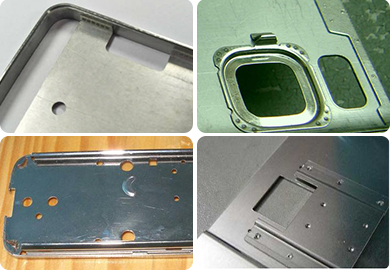
动力电池外壳的焊接主要为侧焊和顶焊两种焊接方式,各有优势和劣势,动力电池铝壳材料的特殊性,容易出现凸起、气孔等问题,方形电池焊接在拐角处容易出现问题。
动力电池遇到的焊接难点有哪些呢?
1、方形动力电池的焊接难点
方形电池来料的精度等方面的因素影响,焊接作业时拐角比较容易出现问题,要根据实际情况不断调整焊接速度来解决这类问题;圆形电池则没有这方面的问题,后续集成成电池模组的难度较大。
2、动力电池铝壳的焊接难点
动力电池铝壳占据整个动力电池的90%以上,铝材的激光焊接难度较大,会出现焊痕表面凸起、气孔、内部气泡等问题;这些问题是激光焊接的致命伤,很多应用由于这些原因不得不停止或者想办法规避。
3、动力电池焊接的工艺难点
动力电池铝壳厚度一般都要求达到1.0毫米以下,大多厂家目前根据电池容量不同壳体材料厚度以0.6mm和0.8mm两种为主;焊接方式主要分为侧焊和顶焊,侧焊的好处是对电芯内部的影响较小,飞溅物不会轻易进入壳盖内侧;焊接后可能会导致凸起,这对后续工艺的装配会有些微影响,所以侧焊工艺对激光器的稳定性、材料的洁净度和顶盖与动力电池铝壳的配合间隙有较高的要求。顶焊工艺焊接在一个面上,可用更高效的
振镜激光焊接机。
动力电池焊接当中,工艺技术人员根据客户的电池材料、形状、厚度、拉力要求等选择合适的激光器和焊接工艺参数,包括焊接速度、波形、峰值、焊头倾斜角度等来设置合理的焊接工艺参数,以保证最终的焊接效果满足动力电池厂家的要求。



 激光打标机
激光打标机 激光焊接机
激光焊接机 激光切割机
激光切割机









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639