激光焊接机在焊接过程中为什么会有气孔
作者: 发表时间:2020-09-12 09:29:33浏览量:4579【小中大】
气孔是激光焊接加工中最最不愿遇见的问题,但是呢不得不面对。
激光焊接机是焊接利器,但如果操作不当或工艺不完美,气孔问题是在所难免,解决这一难题,首先要知道气孔产生的原因,再对不同原因分析解决方案。
...
气孔是激光焊接加工中最最不愿遇见的问题,但是呢不得不面对。
激光焊接机是焊接利器,但如果操作不当或工艺不完美,气孔问题是在所难免,解决这一难题,首先要知道气孔产生的原因,再对不同原因分析解决方案。
一、激光焊接的小孔内部处于一种不稳定振动状态,小孔和熔池的流动非常剧烈,小孔内部的金属蒸汽向外喷发引起小孔开口处的蒸汽涡流,将保护气体(A卷入小孔底部,随着小孔向前移动,这些保护气体将以气泡形式进入熔池。因Ar溶解度低,再加上激光焊接的冷却速度很快,气泡来不及逸出而被残留在焊缝,形成气孔。
二、激光焊接加工过程气孔的出现主要是由于保护措施不到位引起的,在焊接过程中,氮从外部侵入熔池,氮在液态铁中的溶解度与氮在固态铁的溶解度有很大的差异,因而在金属的冷却凝固过程中; 由于氮的溶解度随温度的下降而降低,当熔池金属冷却到开始结晶时,溶解度将发生大幅度的突然下降,此时气体大量析出形成气泡,如果气泡的上浮速度小于金属结晶速度,则生成气孔。
三、大多数激光焊接机在加工时,激光焊接机的吹气嘴需同时送出保护气体以防止焊缝氧化和避免金属气体污染焦透镜。而气孔产生的原因多数是激光焊接加工时保护气体使用不当造成的,但不同的保护气体原因略有不同。
常用的保护气体氮气产生原因:
在激光焊接过程中,氮从外部侵入熔池,氮在液态铁中的溶解度与氮在固态铁的溶解度有很大的差异,因而在金属的冷却凝固过程中,由于氮的溶解度随温度的下降而降低,当熔池金属冷却到开始结晶时,溶解度将发生大幅度的突然下降,此时气体大量析出形成气泡,如果气泡的上浮速度小于金属结晶速度,则生成气孔。
另一种常用气体氩气产生气孔原因:
激光焊接时,小孔内部的金属蒸汽向外喷发引起小孔开口处的蒸汽涡流,将氩气卷入小孔底部,随着小孔向前移动,这些氩气将以气泡形式进入熔池。因氩气溶解度低,再加上激光焊接的冷却速度很快,气泡来不及逸出而被残留在焊缝,形成气孔。


 激光打标机
激光打标机 激光焊接机
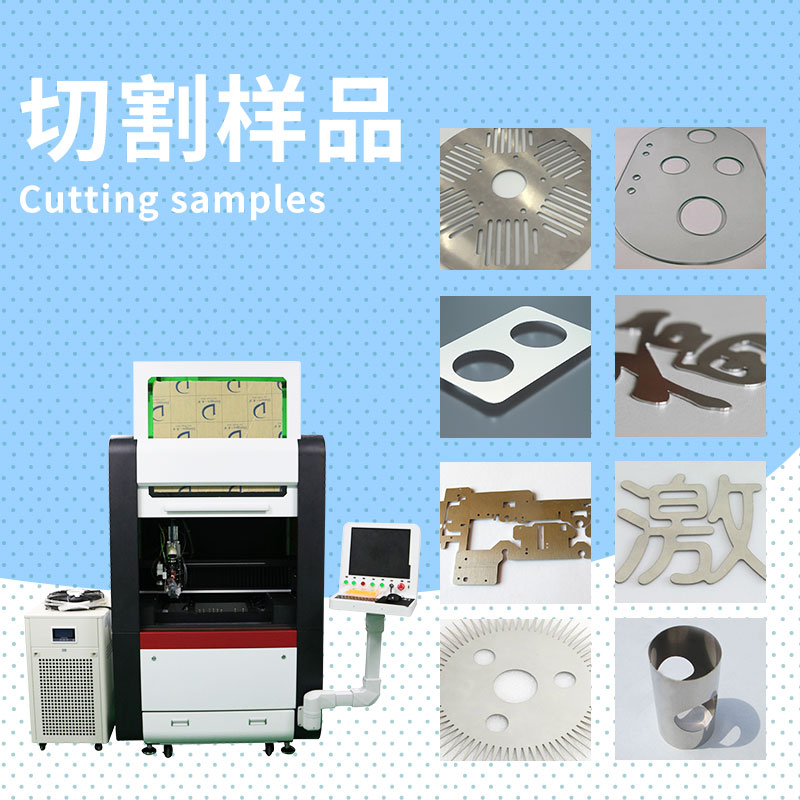
激光焊接机 激光切割机
激光切割机









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639