
作者: 发表时间:2018-12-07 11:14:47浏览量:2364【小中大】
激光焊接设备的要害是大功率激光器,首要有两大类,一类是固体激光器,又称Nd:yag激光器。Nd(钕)是一种稀土族元素,YAG代表钇铝柘榴石,晶体结构与红宝石类似。Nd:YAG激光器波长为1.06μm,首要长处是发生的光束能够经过光纤传送,因而能够省往杂乱的光束传送系统,适用于柔性制作系统或长途加工,通常用于焊接精度需求比较高的工件。轿车产业常用输出功率为3-4千瓦的Nd:YAG激光器。另一类是气体激光器,又称co2激光器,分子气体作作业介质,发生均匀为10.6μm的红外激光,能够接连作业并输出很高的功率,规范激光功率在2-5千瓦之间。
与其它传统焊接技能比较,激光焊接的首要长处是:
1、速度快、深度大、变形小。
2、能在室温或特殊条件下进行焊接,焊接设备设备简略。例如,激光经过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能经过玻璃或对光束透明的资料进行焊接。
3、可焊接难熔资料如钛、石英等,并能对异性资料施焊,效果杰出。
4、激光聚集后,功率密度高,在高功率器材焊接时,深宽比可达5:1,最高可达10:1。
5、可进行微型焊接。激光束经聚集后可取得很小的光斑,且能精确定位,可使用于大批量自动化出产的微、小型工件的组焊中。
6、可焊接难以接近的部位,实施非触摸远间隔焊接,具有很大的灵活性。尤其是近几年来,在YAG激光加工技能中选用了光纤传输技能,使激光焊接技能取得了更为广泛的推行和使用。
7、激光束易实现光束按时刻与空间分光,能进行多光束一起加工及多工位加工,为更精细的焊接供给了条件。
可是,激光焊接也存在着必定的局限性:
1、需求焊件安装精度高,且需求光束在工件上的方位不能有显着偏移。这是由于激光聚集后光斑尺雨寸小,焊缝窄,为加填充金属资料。若工件安装精度或光束定位精度达不到需求,很容易构成焊接缺点。
2、激光器及其有关系统的成本较高,一次性投资较大。
激光焊接的技能参数
(1)功率密度
功率密度是激光加工中最要害的参数之一。选用较高的功率密度,在微秒时刻规模内,表层即可加热至沸点,发生很多汽化。因而,高功率密度关于资料去掉加工,如打孔、切开、雕琢有利。关于较低功率密度,表层温度到达沸点需求经历数毫秒,在表层汽化前,底层到达熔点,易构成杰出的熔融焊接。因而,在传导型激光焊接中,功率密度在规模在104~106W/cm2。
(2)激光脉冲波形
激光脉冲波形在激光焊接中是一个重要问题,尤其关于薄片焊接更为重要。当高强度激光束射至资料外表,金属外表将会有60~98%的激光能量反射而损失掉,且反射率随外表温度改变。在一个激光脉冲效果期间内,金属反射率的改变很大。
(3)激光脉冲宽度
脉宽是脉冲激光焊接的重要参数之一,它既是差异于资料去掉和资料熔化的重要参数,也是决定加工设备造价及体积的要害参数。
(4)离焦量对焊接质量的影响
由于激光焦点处光斑基地的功率密度过高,容易蒸腾成孔。离开激光焦点的各平面上,功率密度散布相对均匀。离焦方法有两种:正离焦与负离焦。焦平面坐落工件上方为正离焦,反之为负离焦。按几许光学理论,当正负离焦平面与焊接平面间隔持平时,所对应平面上功率密度近似一样,但实际上所取得的熔池形状不一样。负离焦时,可取得更大的熔深,这与熔池的构成进程有关。
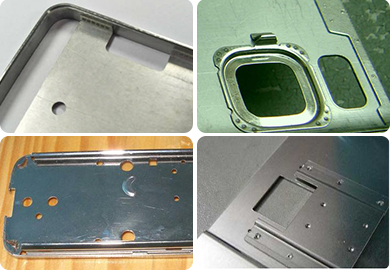
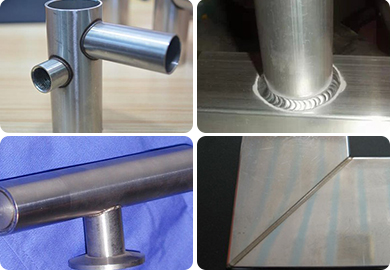
激光焊接的使用范畴
激光焊接在制作行业、粉末冶金范畴、轿车工业、电子工业以及其他范畴都有广泛的使用。
深圳市嘉联激光有限公司是一家致力于激光设备的研发、设计、生产、销售和服务为一体的高新技术企业。想了解更多的技术咨询,欢迎来嘉联激光,给您最专业及最耐心的回答。联系电话:13632989645


 激光打标机
激光打标机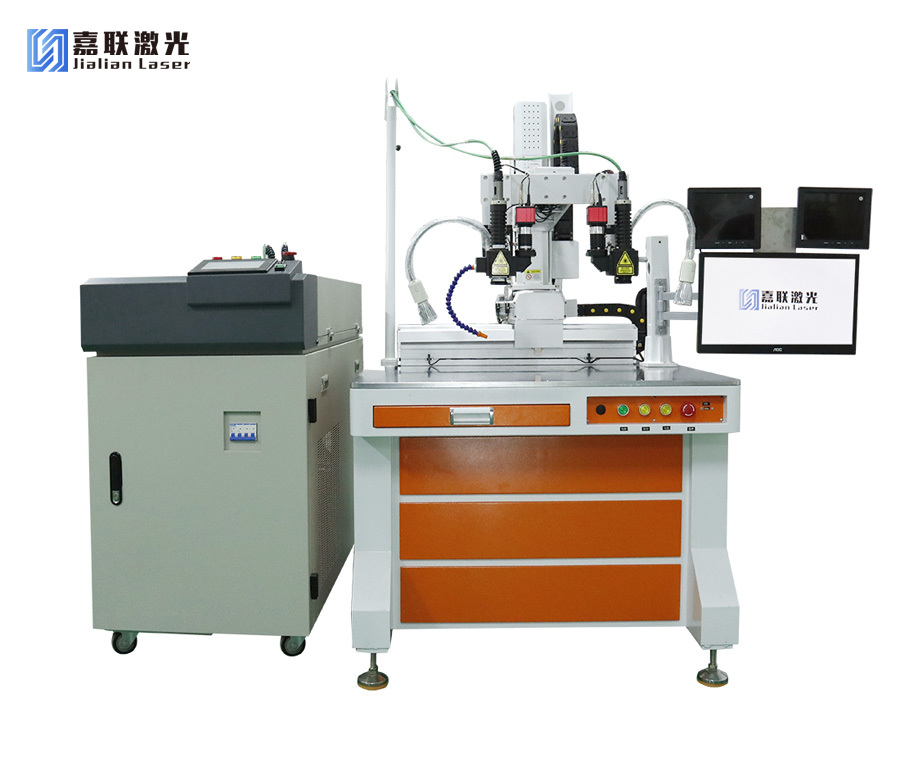 激光焊接机
激光焊接机 激光切割机
激光切割机









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639